I. Mendefinisikan Ketinggian Lapisan dan Latar Belakang Teknikalnya
Ketinggian lapisan merujuk kepada ketebalan setiap lapisan resin yang diawet, diukur dalam mikrometer (μm). Ketinggian lapisan percetakan resin yang biasa berkisar antara 10 hingga 100 μm, jauh lebih rendah daripada percetakan FDM (yang biasanya ≥100 μm). Perbezaan ini adalah disebabkan oleh ciri-ciri semula jadi teknologi fotopolimerisasi:
- Had Fizikal: 100 μm sering menjadi had atas untuk ketinggian lapisan percetakan resin, terhad oleh penyebaran cahaya di dalam resin dan kelikatan cecair. 10 μm mewakili had teknikal bawah semasa.
- Kelebihan Teknikal: Pencetak 3D resin mengawet resin cecair lapisan demi lapisan menggunakan cahaya UV. Ketinggian lapisan yang sangat kecil ini membolehkan ketepatan permukaan yang menghampiri bahagian yang dicetak suntikan.
II. Kesan Langsung Ketinggian Lapisan terhadap Kualiti Cetakan
1. Kelancaran Permukaan dan Kesan Tangga
- Ketinggian Lapisan Rendah (10–25 μm): Jumlah lapisan yang meningkat mencipta peralihan yang lebih licin di sepanjang paksi Z, mengurangkan kesan “tangga” secara signifikan. Ketinggian lapisan percetakan resin 10 μm, digabungkan dengan teknologi anti-aliasing, boleh menghilangkan garisan lapisan yang kelihatan, menjadikannya ideal untuk karya seni seperti arca dan barang kemas.
- Kajian Kes: Model rangka terakota yang dicetak dengan ketinggian lapisan 10 μm dan anti-aliasing 8x mengambil masa 3 hari tetapi tidak menunjukkan tanda lapisan yang kelihatan pada permukaannya.
- Ketinggian Lapisan Tinggi (50–100 μm): Perbezaan ketinggian yang meningkat antara lapisan membawa kepada “tepi bergerigi” yang ketara pada permukaan melengkung dan bersudut, memerlukan pasca-pemprosesan seperti pengamplasan.
- Eksperimen Perbandingan: Model yang dicetak pada ketinggian lapisan 0.4mm menunjukkan kekasaran permukaan lebih daripada 300% lebih tinggi berbanding dengan yang dicetak pada 0.1mm.

2. Keupayaan Penghasilan Semula Butiran
- Struktur Halus: Ketinggian lapisan di bawah 25 μm boleh menghasilkan semula butiran tahap mikron seperti helai rambut atau tekstur yang rumit. Sebagai contoh, mata atau ukiran senjata pada model miniatur 28mm memerlukan ketinggian lapisan ≤25 μm.
- Sudut dan Lengkung: Ketinggian lapisan yang tinggi menghasilkan tepi berpiksel pada permukaan yang landai, manakala ketinggian lapisan yang rendah mengekalkan ketajaman kontur.
- Ilustrasi: Sfera yang dicetak dengan ketinggian lapisan 0.09mm menunjukkan 40% kejelasan butiran permukaan yang lebih tinggi daripada yang dicetak pada 0.3mm.

3. Kekuatan Struktur dan Ikatan Antara Lapisan
- Pelekatan Lapisan: Ketinggian lapisan yang rendah (cth., 25 μm) memastikan pendedahan yang lebih seragam untuk setiap lapisan, yang membawa kepada pautan silang molekul yang lebih ketat antara lapisan. Ini boleh meningkatkan kekuatan tegangan kira-kira 15% berbanding dengan ketinggian lapisan 50 μm.
- Kepekatan Tegasan: Ketinggian lapisan yang tinggi boleh mencipta titik kepekatan tegasan pada sempadan lapisan, menjadikan cetakan lebih terdedah kepada delaminasi dan keretakan di bawah impak.
III. Mengimbangi Ketinggian Lapisan dengan Kecekapan Percetakan
1. Masa Cetakan
- Hubungan Songsang: Menggandakan ketinggian lapisan biasanya mengurangkan masa cetakan sebanyak 40–50%. Sebagai contoh:
- Sebuah kubus 50mm: Ketinggian lapisan 0.1mm memerlukan 377 minit → ketinggian lapisan 0.4mm hanya memerlukan 104 minit.
- Ini adalah kerana, tidak seperti FDM, percetakan resin mempunyai masa pendedahan tetap setiap lapisan. Jumlah masa cetakan kira-kira bersamaan dengan jumlah lapisan yang didarabkan dengan masa pendedahan satu lapisan.
- Kadar Kegagalan: Ketinggian lapisan cetakan resin di bawah 25 μm boleh meningkatkan masa cetakan secara signifikan, yang membawa kepada kadar kegagalan perkakasan 23% lebih tinggi.
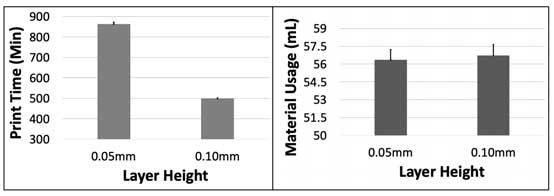
2. Penggunaan Bahan
Ketinggian lapisan mempunyai kurang daripada 5% impak pada penggunaan bahan (yang terutamanya ditentukan oleh isipadu model). Walau bagaimanapun, masa cetakan yang lebih lama meningkatkan risiko pengoksidaan dan kerosakan resin.
IV. Pengoptimuman Sinergi Ketinggian Lapisan dengan Parameter Lain
1. Masa Pendedahan
- Pelarasan Dinamik: Mengurangkan ketinggian lapisan memerlukan pengurangan yang sepadan dalam masa pendedahan (untuk mengelakkan pengawetan berlebihan). Sebagai contoh:
- Ketinggian lapisan 50 μm memerlukan pendedahan 2.5s → ketinggian lapisan 25 μm memerlukan 1.8s.
- Kegagalan untuk melaraskan boleh mengakibatkan butiran kabur atau resin rapuh.
2. Struktur Sokongan dan Orientasi
- Struktur Tergantung: Ketinggian lapisan yang lebih rendah boleh mengurangkan diameter titik sokongan sebanyak 30%, meminimumkan risiko kerosakan semasa penyingkiran.
- Sudut Cetakan: Mencetak model pada sudut 45° dengan ketinggian lapisan 25 μm boleh mengurangkan titik sentuhan sokongan sebanyak 40%.
3. Teknologi Anti-Aliasing
- Mekanisme Pampasan: Mengaktifkan anti-aliasing 8x dengan ketinggian lapisan 50 μm boleh mensimulasikan kualiti permukaan ketinggian lapisan 25 μm, menjimatkan 35% masa cetakan.
V. Cadangan Amalan Terbaik
Panduan Pemilihan Ketinggian Lapisan
| Senario Aplikasi | Ketinggian Lapisan yang Disyorkan | Hasil Jangkaan |
| Prototaip Berfungsi/Bahagian Besar | 50 μm | Keutamaan kelajuan, kekasaran permukaan sederhana |
| Model Paparan/Bahagian Sederhana | 25 μm | Keseimbangan butiran dan kecekapan (lalai ChiTuBox) |
| Miniatur/Bahagian Ketepatan | 10–15 μm | Butiran ekstrem, bertoleransi masa cetakan yang lebih lama |
Langkah-langkah Penentukuran
- Uji Model Tangga: Cetak model yang sama dengan ketinggian lapisan yang berbeza dalam bahagian untuk memerhatikan had kualiti.
- Penentukuran Pendedahan: Tentu ukur semula masa pendedahan untuk setiap pelarasan 0.01mm dalam ketinggian lapisan (menggunakan matriks pengesahan XP2 adalah disyorkan).
Adaptasi Perkakasan
- Sahkan ketepatan paksi Z pencetak anda (ralat motor stepper haruslah <5 μm).
- Untuk resin kelikatan tinggi (cth., yang diisi seramik), ketinggian lapisan ≥30 μm adalah disyorkan untuk mencegah delaminasi.
Kesimpulan
Ketinggian lapisan pada dasarnya adalah alat untuk mengimbangi ketepatan dan kecekapan dalam percetakan resin:
- Satu ketinggian lapisan ≤25 μm bertujuan untuk kemasan permukaan yang muktamad, sesuai untuk karya yang berorientasikan visual.
- Satu ketinggian lapisan ≥50 μm mengutamakan realisasi berfungsi, ideal untuk prototaip pantas.
Kuncinya adalah untuk mengimbangi kelemahan ketinggian lapisan yang lebih tinggi melalui teknik seperti penentukuran pendedahan dan anti-aliasing, sambil juga peka terhadap cabaran yang ditimbulkan oleh ketinggian lapisan rendah kepada kebolehpercayaan perkakasan. Akhirnya, pilihan yang optimum harus sejajar dengan tujuan asas model—”butiran yang tidak kelihatan tidak memerlukan susunan tahap mikron.”

