أولاً: تعريف ارتفاع الطبقة وخلفيته التقنية
يشير ارتفاع الطبقة إلى سمك كل طبقة راتنج معالجة، ويقاس بالميكرومتر (μm). تتراوح ارتفاعات طبقات الطباعة بالراتنج النموذجية من 10 إلى 100 ميكرومتر، وهو أقل بكثير من طباعة FDM (التي عادة ما تكون ≥100 ميكرومتر). ويرجع هذا الاختلاف إلى الخصائص المتأصلة لتقنية البلمرة الضوئية:
- القيود المادية: غالبًا ما يكون 100 ميكرومتر هو الحد الأعلى لارتفاع طبقة الطباعة بالراتنج، مقيدًا بتشتت الضوء داخل الراتنج ولزوجة السائل. يمثل 10 ميكرومتر الحد التقني الأدنى الحالي.
- الميزة التقنية: تقوم الطابعات ثلاثية الأبعاد بالراتنج بمعالجة الراتنج السائل طبقة بطبقة باستخدام ضوء الأشعة فوق البنفسجية. تسمح هذه الارتفاعات الدقيقة للطبقة بدقة سطحية تقترب من دقة الأجزاء المصبوبة بالحقن.
ثانياً: التأثير المباشر لارتفاع الطبقة على جودة الطباعة
1. نعومة السطح وتأثير الدرج المتدرج
- ارتفاع الطبقة المنخفض (10–25 ميكرومتر): يؤدي العدد المتزايد من الطبقات إلى انتقالات أكثر سلاسة على طول المحور Z، مما يقلل بشكل كبير من تأثير “الدرج المتدرج”. يمكن لـ ارتفاع طبقة الطباعة بالراتنج البالغ 10 ميكرومتر، جنبًا إلى جنب مع تقنية مكافحة التعرج، إزالة خطوط الطبقة المرئية، مما يجعلها مثالية للقطع الفنية مثل المنحوتات والمجوهرات.
- دراسة حالة: استغرق نموذج هيكل عظمي من الطين مطبوع بارتفاع طبقة 10 ميكرومتر ومكافحة تعرج 8x 3 أيام ولكنه لم يُظهر أي علامات طبقة مرئية على سطحه.
- ارتفاع الطبقة العالي (50–100 ميكرومتر): يؤدي فرق الارتفاع المتزايد بين الطبقات إلى “حواف متعرجة” ملحوظة على الأسطح المنحنية والمائلة، مما يتطلب معالجة لاحقة مثل الصنفرة.
- تجربة مقارنة: أظهر نموذج مطبوع بارتفاع طبقة 0.4 مم خشونة سطحية أعلى بنسبة تزيد عن 300% مقارنة بنموذج مطبوع بارتفاع 0.1 مم.

2. قدرة استنساخ التفاصيل
- الهياكل الدقيقة: يمكن لـ ارتفاع الطبقة الأقل من 25 ميكرومتر أن تستنسخ تفاصيل على مستوى الميكرون مثل خصلات الشعر أو الأنسجة المعقدة. على سبيل المثال، تتطلب عيون أو نقوش الأسلحة على نموذج مصغر بحجم 28 مم ارتفاع طبقة ≤25 ميكرومتر.
- الزوايا والمنحنيات: تؤدي ارتفاعات الطبقة العالية إلى حواف مبكسلة على الأسطح المائلة، بينما تحافظ ارتفاعات الطبقة المنخفضة على حدة التحديد.
- توضيح: أظهرت كرة مطبوعة بارتفاع طبقة 0.09 مم وضوح تفاصيل سطحية أعلى بنسبة 40% من كرة مطبوعة بارتفاع 0.3 مم.

3. قوة الهيكل والترابط بين الطبقات
- التصاق الطبقة: يضمن ارتفاع الطبقة المنخفض (على سبيل المثال، 25 ميكرومتر) تعرضًا أكثر توحيدًا لكل طبقة، مما يؤدي إلى ترابط جزيئي أكثر إحكامًا بين الطبقات. يمكن أن يزيد هذا قوة الشد بنسبة 15% تقريبًا مقارنة بـ ارتفاع طبقة 50 ميكرومتر.
- تركيز الإجهاد: يمكن أن تخلق ارتفاعات الطبقة العالية نقاط تركيز للإجهاد عند حدود الطبقات، مما يجعل الطباعة أكثر عرضة للانفصال والتشقق تحت الصدمات.
ثالثاً: موازنة ارتفاع الطبقة مع كفاءة الطباعة
1. وقت الطباعة
- علاقة عكسية: يؤدي مضاعفة ارتفاع الطبقة عادةً إلى تقليل وقت الطباعة بنسبة 40-50%. على سبيل المثال:
- مكعب 50 مم: ارتفاع طبقة 0.1 مم يتطلب 377 دقيقة ارتفاع طبقة 0.4 مم يتطلب 104 دقائق فقط.
- وذلك لأنه، على عكس FDM، تتميز طباعة الراتنج بوقت تعرض ثابت لكل طبقة. إجمالي وقت الطباعة يكافئ تقريبًا عدد الطبقات مضروبًا في وقت تعرض الطبقة الواحدة.
- معدل الفشل: يمكن لـ ارتفاع طبقة الطباعة بالراتنج الأقل من 25 ميكرومتر أن يزيد بشكل كبير من وقت الطباعة، مما يؤدي إلى معدل فشل في الأجهزة أعلى بنسبة 23%.
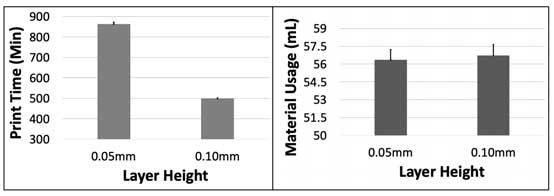
2. استهلاك المواد
يقل تأثير ارتفاع الطبقة عن 5% على استهلاك المواد (الذي تحدده بشكل أساسي حجم النموذج). ومع ذلك، تزيد أوقات الطباعة الأطول من خطر أكسدة الراتنج وتدهوره.
رابعاً: التحسين التآزري لارتفاع الطبقة مع المعلمات الأخرى
1. وقت التعرض
- التعديل الديناميكي:يتطلب تقليل ارتفاع الطبقة خفضًا مقابلاً في وقت التعرض (لمنع المعالجة الزائدة). على سبيل المثال:
- ارتفاع طبقة 50 ميكرومتر يحتاج إلى تعرض 2.5 ثانية ارتفاع طبقة 25 ميكرومتر يحتاج إلى 1.8 ثانية.
- الفشل في التعديل يمكن أن يؤدي إلى تفاصيل غير واضحة أو راتنج هش.
2. هياكل الدعم والتوجه
- الهياكل المعلقة: يمكن لارتفاع الطبقة المنخفض أن يقلل من أقطار نقاط الدعم بنسبة 30%، مما يقلل من خطر التلف أثناء الإزالة.
- زاوية الطباعة: يمكن أن يؤدي طباعة نموذج بزاوية 45 درجة مع ارتفاع طبقة 25 ميكرومتر إلى تقليل نقاط اتصال الدعم بنسبة 40%.
3. تقنية مكافحة التعرج
- آلية التعويض: يمكن لتمكين مكافحة التعرج 8x مع ارتفاع طبقة 50 ميكرومتر أن يحاكي جودة سطح ارتفاع طبقة 25 ميكرومتر، مما يوفر 35% من وقت الطباعة.
خامساً: توصيات أفضل الممارسات
دليل اختيار ارتفاع الطبقة
| سيناريو التطبيق | ارتفاع الطبقة الموصى به | النتيجة المتوقعة |
| النماذج الوظيفية/الأجزاء الكبيرة | 50 ميكرومتر | أولوية السرعة، خشونة سطحية معتدلة |
| نماذج العرض/الأجزاء المتوسطة | 25 ميكرومتر | توازن بين التفاصيل والكفاءة (افتراضي ChiTuBox) |
| المنمنمات/الأجزاء الدقيقة | 10–15 ميكرومتر | تفاصيل قصوى، تحمل أوقات طباعة أطول |
خطوات المعايرة
- نموذج سلم الاختبار: اطبع نفس النموذج بارتفاعات طبقة مختلفة في أقسام لملاحظة حدود الجودة.
- معايرة التعرض: أعد معايرة وقت التعرض لكل تعديل بمقدار 0.01 مم في ارتفاع الطبقة (يوصى باستخدام مصفوفة التحقق XP2).
تكييف الأجهزة
- تحقق من دقة المحور Z لطابعتك (يجب أن يكون خطأ محرك السائر <5 ميكرومتر).
- بالنسبة للراتنجات عالية اللزوجة (مثل المملوءة بالسيراميك)، يوصى بـ ارتفاع طبقة ≥30 ميكرومتر لمنع الانفصال.
الخاتمة
ارتفاع الطبقة هو أساسًا أداة لموازنة الدقة والكفاءة في الطباعة بالراتنج:
- ارتفاع طبقة ≤25 ميكرومتر يهدف إلى تحقيق أقصى درجات نعومة السطح، وهو مناسب للأعمال الموجهة بصريًا.
- ارتفاع طبقة ≥50 ميكرومتر يعطي الأولوية للتحقيق الوظيفي، وهو مثالي للنماذج الأولية السريعة.
المفتاح هو تعويض عيوب ارتفاعات الطبقة الأعلى من خلال تقنيات مثل معايرة التعرض ومكافحة التعرج، مع الأخذ في الاعتبار أيضًا التحديات التي تشكلها ارتفاعات الطبقة المنخفضة على موثوقية الأجهزة. في النهاية، يجب أن يتماشى الاختيار الأمثل مع الغرض الأساسي للنموذج – “التفاصيل غير المرئية لا تحتاج إلى تكديس على مستوى الميكرون.”


{kind=link}