This article covers factors affecting resin compatibility in multi-material printing, testing methods, common resin characteristics, and tips for improving compatibility, supported by case studies.

Factors Affecting the Compatibility of Different Resins in Multi-Material Printing
Differences in the Properties of the Materials Themselves
- In the case of multi-material printing, the differences in the physical properties of different resins can have a significant impact on compatibility. Just as different resins have different strength characteristics, for example, some resins are high-strength types used to manufacture parts with complex structures that need to withstand relatively large pressures, while others are low-strength and relatively soft resins used to simulate elastic components. If the two are combined during the printing process, the shrinkage rate of the high-strength resin is different from that of the low-strength resin, which may cause uneven stress in the printed product, leading to deformation or cracking of the part.
- Chemical stability is also a major influencing factor. Some resins may be sensitive to specific chemical substances, while other resins have better chemical stability in the same environment. For example, if one resin is prone to chemical reactions when exposed to a certain solvent or acid-base environment, and another resin printed together with it can resist such reactions, but during the printing process, due to the mixing or contact of the resins, the material properties are likely to change, thereby affecting compatibility and the final printing quality.
- There is also the characteristic of resin viscosity. Some resins have relatively high viscosity and poor fluidity, while others have relatively low viscosity. When multi-material printing is carried out, the difference in viscosity will cause their flow rates in the printing nozzle to be different, which may prevent the two materials from being fused and formed in the expected proportion and shape, thus affecting the accuracy and integrity of the printed part.
Compatibility of the Printing Process
- Different resins may require different curing methods. For example, some resins need a longer exposure time to be fully cured under ultraviolet light, while others can be cured in a shorter time. In multi-material printing, if the parameters are set according to the curing requirements of one resin, it may cause incomplete or over-curing of the other resin, thus affecting the printing effect.
- The printing temperature also has an impact on resin compatibility. Some resins can be normally formed and combined when printed at a specific temperature, but once the temperature is too high or too low, problems such as uneven melting, too high viscosity and difficulty in extrusion, or poor interlayer bonding force will occur. If the suitable printing temperatures of multiple resins vary greatly, a relatively complex temperature control strategy is required to make them compatible in one printing process.
- The printing speed is also a process factor that needs to be considered. Each resin may have an optimal printing speed range to ensure the smooth extrusion of the material and accurate forming on the platform. Some resins can only achieve accurate extrusion volume and filling effect at a relatively low speed, while others can ensure quality at a relatively high speed. When multi-material printing is carried out, the coordination of speed is particularly important to avoid compatibility problems such as excessive extrusion and accumulation of some resins or the appearance of voids due to mismatched printing speeds.
Potential Impact during the Post-Processing
- In the post-processing step such as cleaning, some resins may require specific solvents or cleaning times during the cleaning process. If multiple resins are printed together, due to the difference in the solubility of the cleaning solvent for them, some materials may be excessively eroded during cleaning or some additives may remain. For example, one resin is easily soluble in a certain organic solvent, while another resin printed together with it will deteriorate in this solvent.
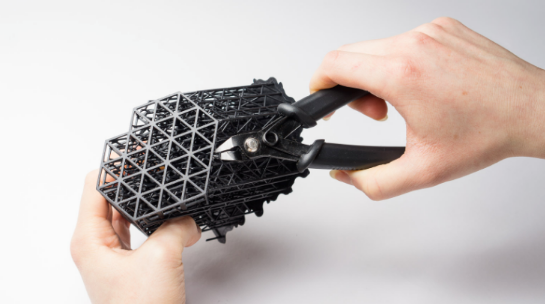
- Post-processing processes such as support removal and sanding will also affect resin compatibility. For example, when removing supports for brittle and hard resins and flexible resins, the brittle and hard resin may be more prone to breakage, while the support removal of the flexible resin is relatively easy. If the characteristics of the two materials are not considered when removing the support or adjusting the sanding parameters, the overall compatibility and performance of the final product will also be affected.
Methods to Ensure the Compatibility of Resins in Multi-Material Printing
Detailed Analysis of the Characteristics of Resin Materials
- Before carrying out multi-material printing, it is necessary to have an in-depth understanding of the physical and chemical properties of each resin. For example, check the product instructions or technical manuals of the resin to obtain physical indicators such as tensile strength, elastic modulus, and hardness, as well as chemical indicators such as chemical corrosion resistance and thermal stability. Just in the field of 3D printing, the white resin material in photosensitive resin generally has low toughness and a relatively delicate appearance, which is suitable for printing related to assembly; while the fully transparent and semi-transparent resins have a smooth surface, strong detail performance, and excellent water resistance and high-temperature resistance. They show their respective characteristics in different printing tasks with special requirements for toughness and transparency. If they are to be used in multi-material printing, it is necessary to understand these characteristics in advance so as to reasonably arrange materials with different characteristics in the printing.
- Study the shrinkage rate of each resin. In multi-material printing, if the difference in shrinkage rate is too large, it is very likely to form internal stress in the printed product, resulting in warping or cracking. Therefore, accurately understanding the shrinkage rate of different resins through experimental comparison or looking up material data sheets and adjusting the printing method or layout according to the results is an important method to avoid poor compatibility. For example, the linear shrinkage rate of some ceramic resins is several percent, while the shrinkage rate of some flexible polymer resins is extremely low or even close to zero. If mixed printing is carried out, the layout and the setting of the support structure need to consider these significantly different shrinkage rates.
Optimization of Printing Process Parameters
- In terms of the curing process, it is necessary to find an appropriate balance according to the requirements of different resins. If one resin needs high-intensity ultraviolet radiation and a long exposure time to be fully cured, while another resin only needs weak-intensity light and a short exposure time, a layered curing or zoned curing method can be tried. For example, in SLA (Stereolithography Appearance) printing, for the part of the resin that needs a longer exposure time, the illumination intensity of the light source in this area can be increased or the irradiation time can be extended to avoid poor curing effect of some resins due to the overall curing time being set according to one resin.
- Temperature control is also crucial. If one of the resins involved in printing needs a relatively high printing temperature while the other can be smoothly formed at a relatively low temperature, technologies such as zoned temperature control of the hot bed can be used. For example, some high-end SLA printers use a multi-zone heating platform to apply different temperatures to different parts of the printing area, so that resins with large differences in temperature requirements can be well formed in one printing operation.
- In terms of printing speed, first test the optimal printing speed range of each resin separately, and then in multi-material printing, use the multi-speed section control function of the printing software to make the printer adjust the speed differently when switching between different materials. For example, when printing a resin material with relatively high hardness, a relatively low speed can be used to ensure that the material fully fills each layer. When switching to a softer resin material, the speed can be appropriately increased to improve the overall printing efficiency while maintaining accuracy and compatibility.
Compatibility Testing and Pre-Experiments
- Before formal large-scale printing, compatibility testing must be carried out. This can start with simple small sample printing. For example, first print a model that is only a few centimeters high and has an uncomplicated structure according to the expected proportion and layout. Observe the bonding situation between different materials after printing is completed, such as whether there are gaps or delamination at the bonding site.
- If problems occur in the printing of these small samples, pre-experiments can be used to adjust the printing parameters or change the type or supplier of the resin. In the pre-experiment, different parameters such as curing time, temperature, or resin mixing ratio can be gradually adjusted, and small sample parts can be re-printed. Carefully record each adjustment process and result of the pre-experiment. For example, after increasing the ultraviolet exposure by a certain percentage in one experiment, the delamination phenomenon of two originally poorly compatible resins was significantly improved. This can lay rich data for the final successful printing.
Characteristics and Compatibility of Common Resins for Multi-Material Printing
Photosensitive Resins and Their Compatibility
- Characteristics and Compatibility of Ordinary Photosensitive Resins
- Ordinary photosensitive resins have diverse characteristics. For example, white photosensitive resin has a low printing cost and is suitable for temporary structural display. In terms of appearance, its accuracy is slightly weak. When there is a part matching relationship, enough gaps need to be left to ensure assembly. For example, white photosensitive resin may be used when printing some temporary mechanical structure models or concept prototype models. In terms of its compatibility in multi-material printing, because its own strength is not particularly high, when it is mixed with other high-strength resins for printing large and complex structures, it may be easily affected by the stress of other materials and cause local deformation. In addition, because its color is white, if it is printed in combination with other brightly colored or semi-transparent resins, the color mixing interface may be unnatural, affecting the visual effect of the printed product.
- Black resin material is an extremely tough and high-temperature-resistant stereolithography 3D printing material, which is widely used in the printing of some small electrical appliance casings for household or industrial use, or some black structural parts inside automobiles. In terms of compatibility, when it is printed in combination with a resin with good flexibility, due to its hardness, the degree of wear in subsequent use may vary greatly. If a structural part with wear resistance requirements, such as the shell part of a mechanical transmission device, is printed by mixing these two materials, the surface smoothness and wear speed of the two materials may be inconsistent during use, which will affect the overall performance.
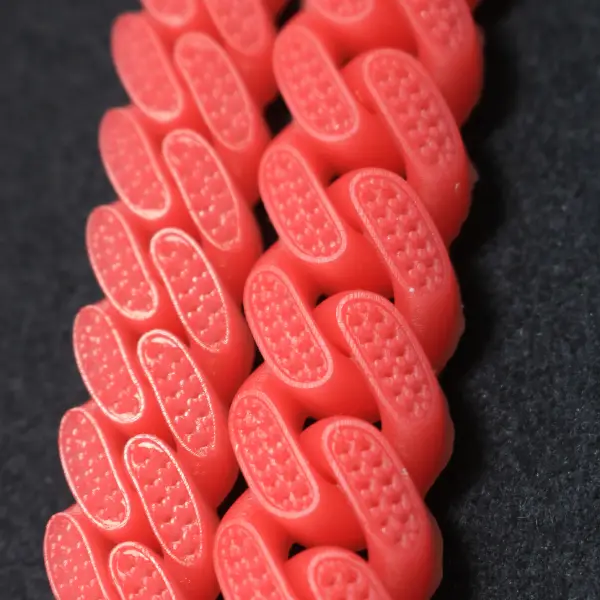
- Fully transparent and semi-transparent resins have a smooth surface, strong detail performance, and excellent water resistance and high-temperature resistance. For example, they have natural advantages in the printing of automobile headlight and taillight models, and electronic screen outer screen models. In terms of compatibility, when they are printed together with opaque resins, due to the different light reflection and refraction characteristics of the two, the light and shadow effect after printing may not meet the expectations; moreover, the transparent resin itself is relatively brittle. If it is paired with a resin with good flexibility and a large shrinkage rate, problems such as breakage may easily occur at the boundary surface.
- Characteristics and Compatibility of Tough Photosensitive Resins
- Tough photosensitive resins are suitable for parts that need to be bent multiple times or need to withstand a certain impact force during printing, such as some foldable device casings or the movable parts of mechanical fixtures. In terms of compatibility, when it is paired with a high-hardness resin, due to the large difference in hardness, obvious boundary marks will appear at the bonding site of the two materials when a certain force is applied. For example, when printing a fixture model with a hard base and a flexible movable chuck, if the base is made of high-hardness resin and the chuck is made of tough resin, obvious contour lines will easily appear at the joint when clamping objects. Over time, wear or microscopic delamination may occur due to the difference in hardness.
Engineering Resins and Their Compatibility
- Characteristics and Compatibility of ABS Resins
- ABS plastic is a common engineering plastic with characteristics such as heat resistance, impact resistance, low-temperature resistance, chemical resistance, good electrical performance, and stable product dimensions. It is suitable for making structural parts or small electronic product casings. In terms of compatibility, when ABS is printed together with some special functional resins such as antibacterial resins, due to its own chemical characteristics, it may inhibit the partial special functions of the antibacterial resin. For example, when ABS and a specific functional resin responsible for antibacterial properties are used in the printing of the medical device casing, if the process control is improper, the antibacterial function resin may not achieve the expected antibacterial effect. In addition, its heat distortion temperature is 93 – 118℃. When it is printed together with some high-temperature resins, its shape stability is relatively poor in a high-temperature environment. If a printed product is in a high-temperature working environment, the compatibility of these two materials will be problematic. For example, when printing a sensor casing for a high-temperature environment, if there is both ABS and high-temperature-resistant ceramic resin, the ABS may produce slight deformation under long-term high temperature, which will affect the sealing performance of the overall casing.

- Characteristics and Compatibility of Nylon Resins
- Nylon is a non-metallic printing material with relatively high strength, and it is also heat-resistant and wear-resistant, making it suitable for structural frames. In terms of compatibility in multi-material printing, if it is printed together with a resin with adhesiveness, such as some hot-melt resins with relatively high viscosity, due to the high strength and relatively smooth surface characteristics of nylon, the adhesion between the two will be relatively poor without special treatment. For example, when printing a mechanical part with a multi-material structure inside, the nylon part and the part made of other resins with higher viscosity are difficult to effectively adhere into one body, which will affect the overall strength and stability of the part. Moreover, the surface of the parts obtained after laser sintering of nylon materials has a frosted texture. If it is printed together with a resin with high smoothness requirements, it is difficult to ensure the aesthetics and smooth transition of the interface.
Case Analysis of Compatibility Testing of Resins for Multi-Material Printing
Compatibility Testing of Dental 3D Printing Resins
- Background and Purpose: In the dental field, multiple resins are often used to make different dental restorations. For example, when making a dental crown, the resin used to make the dental crown may need to be mixed with the resin used to make the dental brace in one printing task to improve efficiency or achieve functional nesting. Therefore, it is necessary to test the compatibility of multiple resins to ensure that the printed restorations are both safe and durable.
- Testing Process:
- The selected resins include a resin with biocompatibility and high toughness, which is used for the part of the dental brace that is in direct contact with the oral tissue; and a resin with high strength and high precision, which is used for the dental crown part. First, print small-sized dental model samples, and set different printing parameters such as curing time (test in 5 gradients from 80% to 120% of the normal curing time) and printing temperature (select 3 temperature points within the range of plus or minus 10℃ based on the recommended printing temperature of the resin).
- Observe the small dental model samples after printing. Check whether there are gaps at the bonding site, whether the color is uniform, and whether there will be detachment or fracture during the subsequent simple simulated occlusal pressure test. For example, at different curing times and temperatures, when the curing time is extended to 120%, a set of samples shows a slight color change at the bonding site of the dental crown and dental brace resins, and the overall strength slightly decreases during the simulated occlusal force test. After analysis, it may be due to the change of the internal structure of the two resins caused by over-curing, which in turn affects compatibility.
- Test Results and Insights:
- The results show that within a specific range of curing time and printing temperature, these resins can achieve good compatibility. It is also found that if the curing time is too long, the performance of some resins will change, thus affecting compatibility. This case inspires us that in multi-material printing, the printing parameters of each resin need to be finely adjusted based on pre-experiments, and for application fields such as dentistry with high requirements for accuracy and safety, resin compatibility testing is an indispensable link.
Compatibility of Resins for Printing Consumer Electronics Casings
- Background and Purpose: With the increasing demand for personalization of consumer electronics, the printing of casings often requires multiple materials to achieve diversification of functions and appearance. For example, the frame is made of a high-strength and wear-resistant resin, while the decorative pattern part is made of a colorful and flexible resin. Therefore, testing the compatibility of different resins can optimize the printing quality and the performance of the casing.
- Testing Process:
- A high-strength engineering resin and a special effect resin with good flexibility and rich colors were used for testing. During the printing process, parameters such as printing speed (select 4 speed points from a low speed of 10mm/s to a high speed of 50mm/s) and layer thickness (select 3 layer thickness points from 0.05mm to 0.2mm) were adjusted respectively.
- Conduct an appearance quality inspection on the printed casing samples, and observe the flatness of the interface between different materials, whether there is material shortage or overflow; at the same time, conduct an assembly test, such as installing the casing on the corresponding electronic product model to simulate the actual use scenario, and check whether there is cracking or deformation at the bonding site of different resins during use. For example, at a relatively fast printing speed, such as 50mm/s, there is a material shortage phenomenon at the bonding site of the two resins in some layers. The reason is that due to the too fast printing speed, the two resins with different viscosities cannot be well mixed and accurately fill the printing space at high speed.
- Test Results and Insights:
- The test found that appropriate printing speed and layer thickness are crucial to ensuring the compatibility of different resins. This case tells us that when printing products such as consumer electronics casings with high requirements for appearance and assembly accuracy in multi-material printing, it is necessary to finely adjust the printing parameters, and evaluate the compatibility of different resins during the entire printing process from different quality inspection aspects such as appearance quality and assembly performance, and continuously optimize the printing parameters according to the results.
Techniques to Improve the Compatibility of Resins in Multi-Material Printing
Adjustment of Resin Formulations
- If conditions permit, the resin formulation can be adjusted. For example, in some scenarios of mixed printing of polymer-based resins, specific proportions of additives can be added to change the properties such as viscosity of the resin. Just as in some additive manufacturing processes, adding a small amount of diluent to the resin can reduce its viscosity, making it better compatible with other low-viscosity resins in multi-material printing; for some resin combinations that need to enhance the adhesiveness, an additive containing active groups can also be developed and added to the resin system to promote better bonding of the two materials during the printing process. Such changes require certain chemical expertise and an in-depth understanding of the chemical structure and properties of the resin.
- For different performance requirements, multiple resins can be pre-mixed, and the mixing ratio can be adjusted to improve compatibility. For example, when printing a structural part that requires both flexibility and a certain degree of hardness, a soft rubber-like resin and a high-hardness engineering resin can be mixed together in different proportions. Through multiple tests, the optimal mixing ratio can be found, and a new type of composite resin with good compatibility can be formed through pre-mixing, so that this customized composite resin can be directly used in the printing task.

Use of Intermediate Materials or Interface Treatment
- Using intermediate materials is one of the techniques to improve resin compatibility. The intermediate material can be a special coating material. For example, a thin layer of a binder resin that is compatible with two different resins can be printed between the two resins first. For example, between a high-strength and brittle resin and a low-strength and flexible resin, a binder resin layer with good bonding performance and flexibility that can be fused with both can be printed first. This layer of material can play a role in buffering and bridging, improving the bonding between the two layers of resin and reducing the stress concentration caused by the difference between the two during use.
- Treating the resin interface also helps to improve compatibility. Common interface treatment methods include physical treatment and chemical treatment. Physical treatment such as plasma treatment of the resin surface can change the roughness and chemical bond state of the resin surface. For example, before printing nylon resin and a resin sensitive to surface activity together, after plasma treatment of the nylon resin surface, it is found that the bonding force between the two resins during the printing process is significantly improved. In terms of chemical treatment, for example, special chemical reagents can be used to modify the resin surface, so that the two resins can undergo a chemical reaction at the interface to enhance the bonding.
Following a Good Printing Sequence
- When multi-material printing is carried out, carefully planning the printing sequence can improve compatibility. Printing the resin with a small shrinkage rate first can provide a relatively stable basic structure for the resin with a large shrinkage rate later. For example, when printing a complex structural model containing ceramic-based resin (with a relatively low shrinkage rate) and organic polymer resin (with a relatively high shrinkage rate), print the ceramic-based resin part first, and then print the organic polymer resin on the stable structure formed by it, which can reduce the deformation of the final printed product due to different shrinkages.
- Printing according to the hardness order of the materials is also a strategy that can be considered. Print the high-hardness resin first to build the frame structure, and then print the low-hardness resin for filling or decorative printing. This can not only simplify the setting of the support structure, but also reduce the external pressure interference on the soft resin during the printing process to a certain extent, improving the printing quality and the compatibility between the two resins with different hardness. For example, when printing a knife model, print the resin for the high-hardness blade part first, and then print the resin for the soft grip part, which can better construct the overall shape of the knife and make the two parts bond well.