
In the field of digital investment casting, selecting the right material is the most critical factor for success. While both plastic-based castable resin and high-wax 3D printing resin deliver high-resolution details, their thermal decomposition behaviors are fundamentally different. Choosing the wrong resin for your specific furnace or investment powder can lead to casting failures like mold cracking, porosity, or heavy ash residue.
1. Understanding the Difference Between Wax Resin and Plastic Resin
To optimize your jewelry 3D printing casting workflow, you must first understand the chemical nature of these materials:
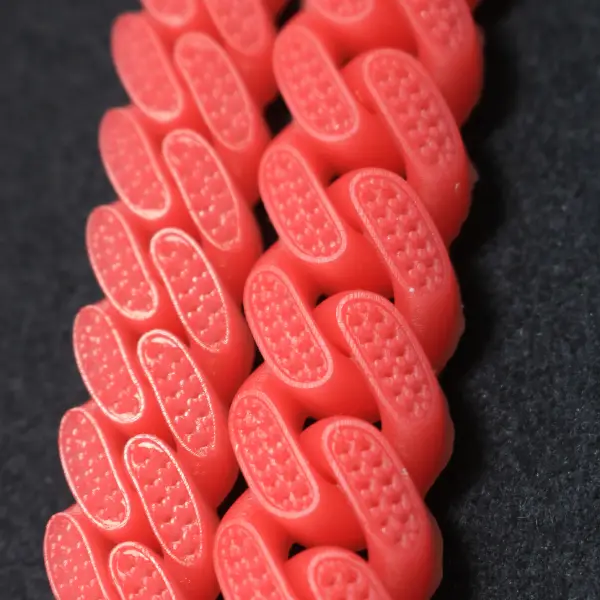
- High-Wax 3D Printing Resin: Typically contains 60% to 80% wax. It behaves like traditional casting wax, melting and flowing out of the mold at low temperatures.
- Plastic-Based Castable Resin: Composed of synthetic polymers (acrylates or epoxies). It does not melt; it undergoes sublimation, turning directly from a solid into a gas at high temperatures.
2. Comparison Table: Material Properties and Requirements
| Feature | High-Wax Resin | Plastic-Based Resin |
|---|---|---|
| Primary Mechanism | Melting and Liquid Evacuation | Thermal Decomposition and Gasification |
| Thermal Expansion | Low (Minimal stress on the mold) | High (Significant internal pressure) |
| Investment Material | Standard Gypsum-bonded | High-strength Phosphate-bonded |
| Burnout Complexity | Forgiving / Traditional | Strict / Precise Temperature Control |
3. The 3D Printing Burnout Cycle: A Detailed Breakdown
The 3D printing burnout cycle is where most casting errors occur. The heating rate and soaking stages must match the resin’s thermal profile.
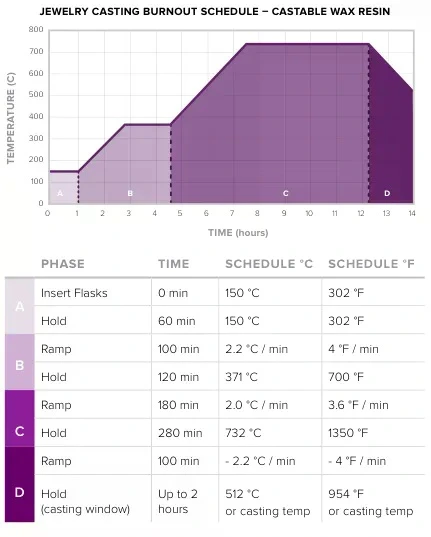
High-Wax Resin Burnout
The wax component begins to liquify between 150°C and 450°C. Because the material flows out early, there is very little internal pressure. This allows for a faster ramp rate (up to 2.2°C/min) and is compatible with standard jewelry kilns. The final burnout temperature for 3D resin in this category usually peaks at 732°C – 800°C.
Plastic-Based Resin Burnout
Plastic resins are “violent” during gasification. Between 300°C and 600°C, the polymer chains break rapidly, creating a large volume of gas. To prevent the mold from exploding or cracking, the heating rate must be extremely slow (often 1°C/min or less). These resins require a high-temperature soak (often above 750°C or even 850°C for fast-cycle versions) to ensure zero ash residue.
4. Matching Resin to Your Furnace Equipment
Before purchasing investment casting 3D prints or resins, evaluate your hardware:
- Standard/Traditional Kilns (Accuracy > ±5°C): If your furnace has simple controls or inconsistent heating, high-wax 3D printing resin is the safer choice. Its wide process window compensates for equipment limitations.
- Programmable Precision Furnaces (Accuracy ±1-5°C): If you have a multi-stage programmable furnace with excellent ventilation, you can successfully use plastic-based castable resin. This is ideal for industrial prototypes or high-strength functional parts.
5. Resin Casting Failure Troubleshooting
If you experience issues, check the following technical benchmarks:
- Mold Cracking: Usually caused by using a plastic resin with gypsum-bonded investment. Switch to phosphate-bonded investment for resin casting to handle the expansion.
- Surface Porosity: Often results from incomplete burnout. Increase the soaking time at the maximum temperature to ensure all carbon residues are gasified.
- Fin-like Defects: This indicates the heating rate was too fast during the critical 300°C–500°C window, causing the investment to micro-crack.
6. Conclusion: Which is Right for You?
For most jewelry manufacturers, high-wax resin is the superior choice because it integrates seamlessly into existing workflows with minimal risk. Plastic-based resins offer higher “green strength” for handling but demand professional-grade equipment and specialized investment powders. Match your material to your furnace capabilities to ensure a 100% casting success rate.



{kind=link}