
In professional 3D printed jewelry casting, high-wax resins (containing 60% to 80% wax) are the preferred choice for achieving intricate details and smooth surfaces. However, many jewelers face consistent investment casting failures during the transition from a digital model to a metal masterpiece. This guide identifies the root causes of these issues and provides a technical roadmap for troubleshooting 3D resin casting to ensure a high success rate.
1. Understanding High-Wax Resin Properties
Before optimizing your workflow, it is essential to know why high-wax resin casting is unique. These materials are engineered for:
- Low Shrinkage: High-quality resins offer linear shrinkage as low as 0.3%, ensuring 1:1 dimensional accuracy.
- Excellent Fluidity: High wax content allows the material to gasify quickly, leaving a clean cavity for metal flow.
- Low Ash Content: An ash-free 3D printing resin prevents carbon inclusions and surface pitting on the final jewelry piece.
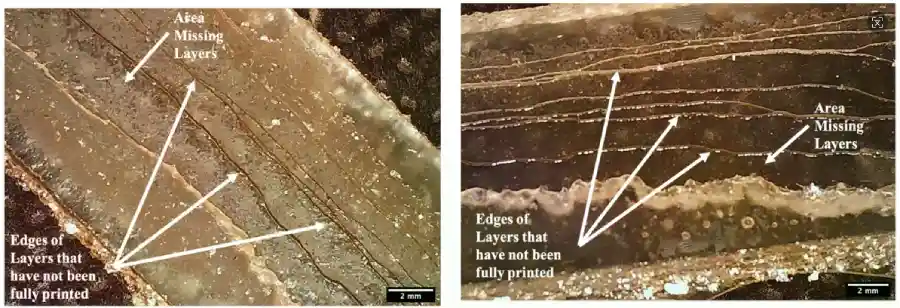
2. Printing Phase: Preventing Failures at the Build Plate
Many casting defects are actually “inherited” from the printing stage. If the resin model has internal stress or poor adhesion, the cast will likely fail.
- Build Plate Adhesion: If the model drops (falls into the vat), check your leveling and increase the “bottom exposure time.” High-wax resins often require more energy to bond firmly to the platform.
- Support Strategy: Use a “many but small” support approach. This distributes the peeling force during printing without leaving large scars on the delicate jewelry surface.
- Orientation: Tilting models at a 45-degree angle reduces the cross-sectional area of each layer, significantly lowering the risk of distortion and resin expansion in investment casting.
3. Post-Processing: Solving the “Porous Cast” Mystery
A common question among professionals is: “Why is my 3D resin cast porous?” The answer usually lies in moisture and cleaning residues.
- Thorough Cleaning: Use a two-stage IPA (Isopropyl Alcohol) bath. Residual liquid resin in filigree details will cause unpredicted expansion during burnout, leading to “finning” or cracks in the investment.
- Complete Drying: This is a critical step. Use a compressed air gun or a low-temperature dehydrator to remove all moisture. If the resin model is not 100% dry, residual solvent turns into steam during burnout, creating surface porosity.
- Controlled Post-Curing: Over-curing makes the resin too brittle, increasing the risk of micro-cracks during thermal expansion. Follow the manufacturer’s recommended UV curing time strictly.
4. The Optimized Castable Resin Burnout Cycle
The jewelry resin burnout phase is where most failures occur because resin has a higher Coefficient of Thermal Expansion (CTE) than traditional carving wax. It expands against the investment walls before it melts.
- Low-Temperature Plateau: Maintain a steady temperature between 150°C and 250°C. This allows the wax components to soften and release pressure slowly.
- Gasification Stage: Between 300°C and 600°C, the resin begins to gasify. A slow ramp-up is vital to prevent the gas pressure from shattering the investment mold.
- Airflow and Oxygen: Ensure your kiln is well-ventilated. Without oxygen, the resin will carbonize rather than gasify, leading to black spots on your gold or silver casts.

5. Troubleshooting Investment Casting Failures
| Symptom | Root Cause | Practical Solution |
|---|---|---|
| Finning / Metal Flashes | Rapid resin expansion or weak investment. | Slow down the burnout ramp; use high-strength investment powder. |
| Surface Porosity / Pitting | Moisture or solvent residue in the resin. | Ensure models are 100% dry before investing; check burnout airflow. |
| Incomplete Casts | Incomplete gasification or poor venting. | Increase top-end burnout temperature and soak time; optimize sprue design. |
| Dimensional Inaccuracy | Resin swelling or over-exposure. | Reduce IPA soak time; calibrate resin shrinkage in slicer software. |
3D Printed Jewelry Casting Service Tips
To find the best resin for jewelry casting, you must test the compatibility between your 3D printer (LCD/DLP) and your investment material. For the best results:
- Keep a minimum 6mm distance between models in the flask to avoid heat concentration.
- Use dedicated “Resin-Investment” powders which are formulated to withstand higher expansion forces.
- Maintain your resin at a stable 25°C environment to ensure consistent viscosity during printing.
By following these how to cast high-wax resin protocols, you can transform complex digital designs into high-quality jewelry with minimal post-casting labor.



{kind=link}